|
项目
|
说明
|
|
主体区域检测
|
叠片
|
两片口罩片叠在一起焊接,部分工厂称为“双片”或者“双胞胎”
|
|
穿孔
|
口罩主体发生穿孔破洞,或者中布破损,当穿孔面积大于允许面积(单位mm2)时,口罩不合格
|
|
尺寸
|
口罩主体尺寸是否与规格要求允许的最大偏差(单位mm)
|
|
耳带焊接
|
耳带打结
|
检测耳带是否存在结头、红绳,存在则认为耳带打结,口罩不合格
|
|
耳带长度
|
耳带的长度是否与规格要求允许的最大偏差(单位mm)
|
|
耳带端头与主体边缘距离
|
耳带端头与主体边缘中最靠近的边缘的距离,分为水平距离与垂直距离两种,实际距离不在用户设置的合理范围内时,口罩不合格
|
|
耳带焊接露头
|
耳带焊接是否出现露头
|
|
焊点上下无边缘
|
焊点位置有可能出现偏差,焊到口罩边缘附近。
|
|
鼻梁条
|
侧部鼻梁条长度
|
侧部鼻梁条的长度是否与规格要求出现偏差,偏差值大于允许偏差(单位mm)时,口罩不合格
|
|
侧部鼻梁条位置
|
侧部鼻梁条的左右位置是否处于口罩的中间,偏差值大于允许偏差(单位mm)时,口罩不合格
|
|
侧部鼻梁条角度
|
理想情况下侧部鼻梁条与口罩上下边缘之间的夹角应该为0度,该角度与0度之间的偏差大于允许偏差(单位为度)时,口罩不合格
|
|
中部鼻梁条长度
|
中部鼻梁条的长度,该值小于最小允许值时(单位mm)时,口罩不合格
|
|
最小宽度比例
|
检测鼻梁条宽度均匀性
|
|
焊点位置
|
检测鼻梁条两侧焊点距离鼻梁条两端的距离
|
|
连接皮带下方鼻梁条
|
连接传送带与鼻梁条重合处两边的鼻梁条
|
|
检测鼻梁条碎片
|
检测鼻梁条两侧是否有多余的铝条碎片
|
|
左右边齿
|
区域宽度
|
左右边齿的宽度是否与规格要求出现偏差,偏差值大于允许偏差(单位mm)时,口罩不合格。
|
|
左右位置
|
内侧与主体边缘距离是否与规格要求出现偏差,偏差值大于允许偏差(单位mm)时,口罩不合格。
|
|
两侧封边
|
封边条宽度
|
内耳带口罩两侧封边条宽度(单位mm)
|
|
最大突出长度
|
内耳带口罩封边条突出口罩主体最大长度,超过设定长度不合格。
|
|
表面污损
|
正(反)面污渍
|
口罩主体的表面是否出现污渍黑点,如果出现则口罩不合格
|
|
正(反)面毛发
|
口罩主体的表面是否出现毛发夹藏,如果出现则口罩不合格
|
2.在线检测系统

在线式检测系统一共四个工位,前端物料正反面(工位1和工位2)检测两个,后端两个超声波焊接后各一个(工位3和工位4)。
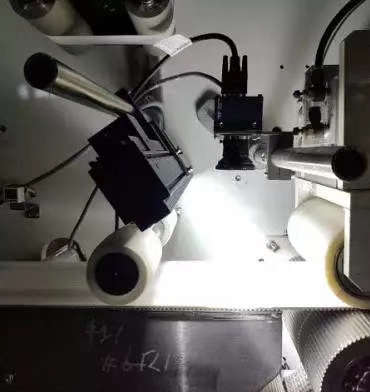
第一工位

第二工位
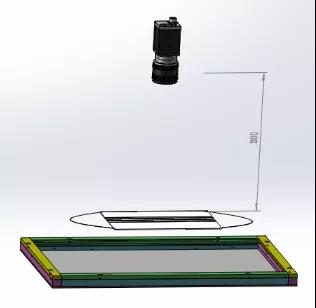
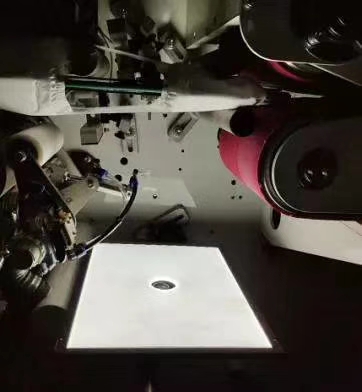
第3工位和第4工位
3.检测项目
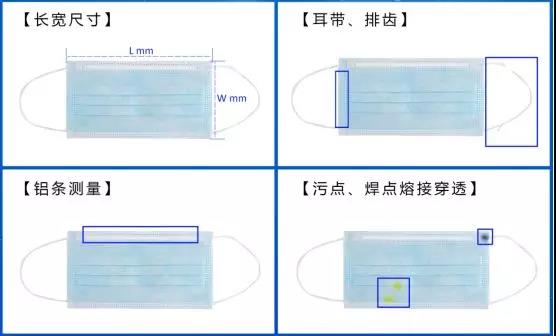
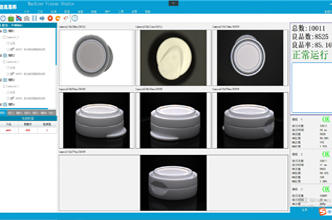
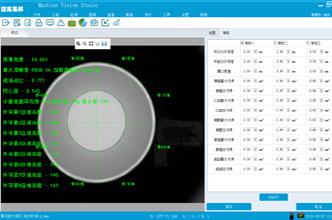
CCD1检测项目(面阵相机):, 内表面(布料颜色、脏污、黑点, 、昆, 虫、毛发、黄斑);
C, C, , D2检测项目(面阵相机):外表面(布料颜色、脏污、黑点、昆虫、毛发、黄斑);
CCD1/CCD2检测效率:30米/分钟。
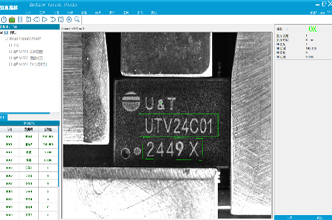
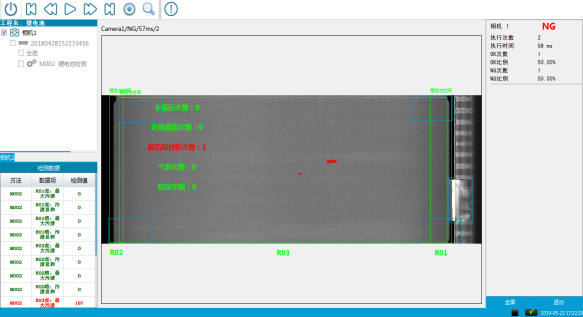
CCD3检测项目(线扫相机):检测鼻条不良(无鼻条、鼻条位置偏移)、耳带不良(无耳带、多耳带、耳带断裂)、折叠层数、折子不良(折子间距不符、折子距边尺寸)、点焊不良(点焊位置不符、点带方式错误);
CCD4检测项目(线扫相机):检测鼻条不良(无鼻条、鼻条位置偏移)、耳带不良(无耳带、多耳带、耳带断裂)、折叠层数、折子不良(折子间, 距不符、折子距边尺寸)、点焊不良(点焊位置不符、点, 带方, 式错误);
CCD3/CCD4检测效率:0.5秒/PCS。
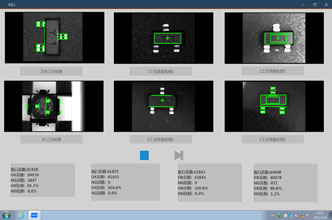
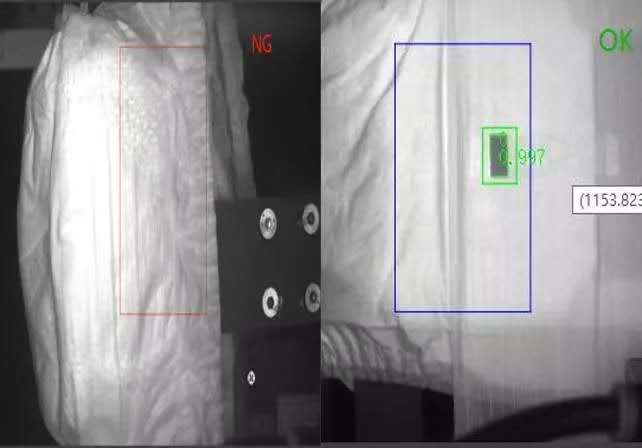
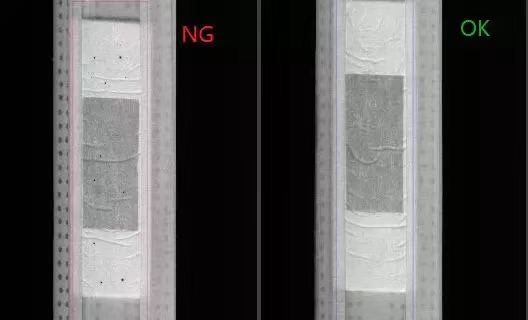
4.检测效果图
5.产品功能优势
软件检测方法设置简单,灵活,易操作;
支持在线修改参数;
可以保存图片方便查看
可设置软件权限。
6.主要技术特点
检测软件及算法完全定制开发,系统针对性强;
安装简单;结构紧凑,易于操作、维护和扩充;
基于PC平台,系统可扩充性强,基于MVS机器视觉软件平台可扩展其它功能。
|