一、机器视觉概念
1.定义机器视觉是通过光学的装置和非接触的传感器自动地接收和处理一个真实物体的图像,以获得所需信息或用于控制机器人运动的装置。
2.背景
在现代工业自动化生产中,涉及到各种各样的检验、生产监视及零件识别应用,例如零配件批量加工的尺寸检查,自动装配的完整性检查,电子装配线的元件自动定位,IC上的字符识别等。通常人眼无法连续、稳定地完成这些带有高度重复性和智能性的工作,其它物理量传感器也难有用武之地。由此人们开始考虑利用光电成像系统采集被控目标的图像,而后经计算机或专用的图像处理模块进行数字化处理,根据图像的像素分布、亮度和颜色等信息,来进行尺寸、形状、颜色等的判别。这样,就把计算机的快速性、可重复性,与人眼视觉的高度智能化和抽象能力相结合,由此产生了机器视觉的概念。
3.特点
精度高
作为一个精确的测量仪器,设计优秀的视觉系统能够能够达到正常人工测量所无法比拟的程度。
非接触
测量不需要接触,所以对脆弱部件没有磨损和危险。
连续性
视觉系统可以使人们免受疲劳之苦。因为没有人工操作者,也就没有了人为造成的操作变化。多个系统可以设定单独运行。
成本低效率高
机器视觉系统成本相对于人工来说可以说非常低。视觉系统的操作和维持费用非常低。
灵活性
视觉系统能够进行各种不同的测量。当应用变化以后,只需软件做相应变化或者升级以适应新的需求即可。机器视觉系统比光学或机器传感器有更好的可适应性。它们使自动机器具有了多样性、灵活性和可重组性。当需要改变生产过程时,对机器视觉来说“工具更换”仅仅是软件的变换而不是更换昂贵的硬件。当生产线重组后,视觉系统往往可以重复使用。
二、机器视觉系统的构成
机器视觉的构成(图1)
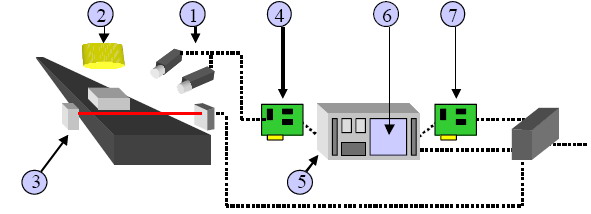
1-相机、镜头;2-光源;3-传感器;4-图像采集卡;5-PC;6-图像处理软件;7-通讯与控制
技术发展路线及技术结构图
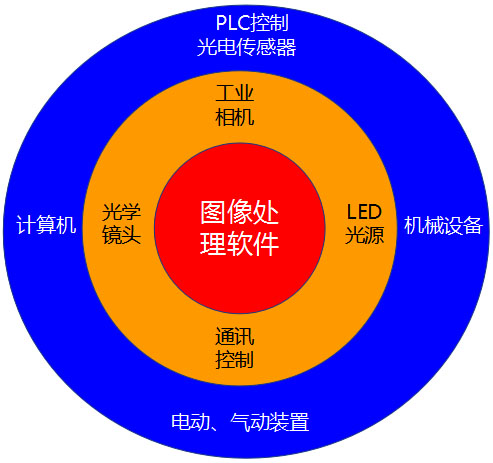
1.视觉系统主要构成光源、光学系统相机
图像处理单元(或图像采集卡)
图像分析处理软件监视器
通讯/输入输出单元
图像采集
光学系统采集图像,图像转换成模拟格式并传入计算机存储器。
图像处理
处理器运用不同的算法来提高对结论有重要影响的图像要素。
特性提取
处理器识别并量化图像的关键特性,例如印刷电路板上洞的位置或者连接器上引脚的个数。然后这些数据传送到控制程序。判决和控制
处理器的控制程序根据收到的数据做出结论。例如:这些数据包括印刷电路板上的洞是否在要求规格以内或者一个自动机器如何必须移动去拾取某一部件。
光源
光源和影响机器视觉系统输入的重要因素,因为它直接影响输入数据的质量效果。由于没有通用的机器视觉照明设备,所以针对每个特定的应用实例,要选择相应的照明装置,以达到最佳效果。许多工业用的机器视觉系统用可见光作为光源,这主要是因为可见光容易获得,价格低,并且便于操作。因此,如何使光能在一定的程度上保持稳定,是实用化过程中急需要解决的问题。在现今的工业应用中,一般使用的是LED光源,对于某些要求高的检测任务,常采用X射线、超声波等不可见光作为光源。
由光源构成的照明系统按其照射方法可分为:背向照明、前向照明、结构光和频闪光照明等。其中,背向照明是被测物放在光源和相机之间,它的优点是能获得高对比度的图像;前向照明是光源和相机位于被测物的同侧,这种方式便于安装;结构光照明是将光栅或线光源等投射到被测物上,根据它们产生的畸变,解调出被测物的三维信息;频闪光照明是将高频率的光脉冲照射到物体上,要求相机的扫描速度与光源的频闪速度同步。
光学系统
对于机器视觉系统来说,图像是唯一的信息来源,而图像的质量是由光学系统的恰当选择来决定。通常,由于图像质量差引起的误差不能用软件纠正。机器视觉技术把光学部件和成像电子结合在一起,并通过计算机控制系统来分辨、测量、分类和探测正在通过自动处理系统的部件。
光学系统的主要参数与图像传感器的光敏面的格式有关,一般包括:光圈、视场、焦距、F数等。
相机
相机是实际上是一个光电转换装置,即将图像传感器所接收到的光学图像,转化为计算机所能处理的电信号。光电转换器件是构成相机的核心器件。目前,典型的光电转换器件为真空摄像管、CCD、CMOS图像传感器等。
相机分类:模拟相机、数字相机
数字相机分类:CCD相机、CMOS相机
CCD类型:面阵相机、线阵相机
2.2图像的处理和分析
在机器视觉系统中,相机的主要功能光敏元所接收到的光信号转换为电压的幅值信号输出。若要得到被计算机处理与识别的数字信号,还需对视频信息进行量化处理。图像采集卡是进行视频信息量化处理的重要工具。
图像采集/处理卡
图像采集卡主要完成对模拟视频信号的数字化过程。视频信号首先经低通滤波器滤波,转换为在时间上连续的模拟信号;按照应用系统对图像分辨率的要求,得用视频信号在时间上进行间隔采样,把视频信号转换为离散的模拟信号;然后再由A/D转换器转变为数字信号输出。而图像采集/处理卡在具有模数转换功能的同时,还具有对视频图像分析、处理功能,并同时可对相机进行有效的控制。
图像处理软件
机器视觉系统中,视觉信息的处理技术主要依赖于图像处理方法,它包括图像增强、数据编码和传输、平滑、边缘锐化、分割、特征抽取、图像识别与理解等内容。经过这些处理后,输出图像的质量得到相当程度的改善,既改善了图像的视觉效果,又便于计算机对图像进行分析、处理和识别。
三、机器视觉应用
机器视觉系统是实现仪器设备精密控制、智能化、自动化有有效途径,堪称现代工业生产的“机器眼睛”。其最大优点为:
(1)实现非接触测量。对观测与被观测者都不会产生任何损伤,从而提高了系统的可靠性
(2)具有较宽的光谱响应范围。机器视觉则可以利用专用的光敏元件,可以观察到人类无法看到的世界,从而扩展了人类的视觉范围。
(3)长时间工作。人类难以长时间地对同一对象进行观察。机器视觉系统则可以长时间地执行观测、分析与识别任务,并可应用于恶劣的工作环境。以下为机器视觉系统在不同领域的典型应用:
机器视觉系统在不同领域的典型应用
电子与半导体
芯片的测量与加工
PCB装配制药
药品生产过程中的质量检测
药品的形状、厚度
药品装瓶数量统计
工业包装
外观完整性检测
条码识别
生产日期、密封性检测
车制造
零部件外形尺寸检测
装配完整性检测
部件的定位与识别印刷
钱币、纺织品印刷质量检测
印刷质量检测
印刷对位
字符识别
食品饮料
液位高度检测
瓶装饮料外观检测
条码识别医学应用
血液分析
光电内诊镜测试
细胞分析
其他工业应用
量具的校准
工业品的尺寸测量
表面质量检测
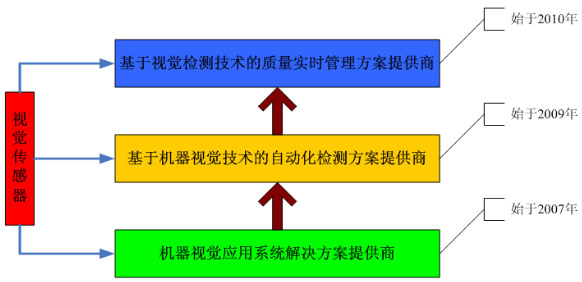
公司发展历程
|


